
In an earlier blog, ‘Increase your bandsaw blade life and performance’ we covered some basic set up procedures, to assist with extending blade life. Now let’s look at some of the finer points, and clues for the guarantee of a dependable precision cut.
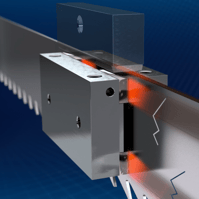
1. Worn Wire Wheel
Problem – The majority of bandsaw machines have wire wheels (or wire chip brushes) fitted. The wire wheel has a crucial function in removing swarf, (chips of the material being removed during the cutting process). Any build-up of swarf in the gullet must be cleared. If this material isn’t cleared out as the tooth re-enters the cut, there is a high risk is of the tooth breaking, and the blade can be destroyed in moments. It becomes even more critical during harsh cutting applications where heat can build up fast. Sometimes this can lead to hot swarf welding itself to the tooth.
Solution – Regularly check and adjust the wire wheel. A correctly mounted wire wheel needs to be positioned at a slight angle to the running direction of the blade to effectively flick the swarf away. Ideally the swarf brush needs to be spring loaded to ensure it remains in contact with the teeth. Contact ADDLER on 1300 90 50 75 or [email protected] to source a wire chip brush for you band saw machine.
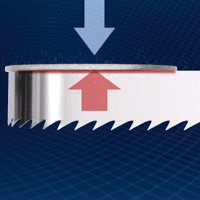
2. Misaligned Drive Wheels
Problem – It is critical for true wheel alignment, that the space between the back edge of the blade and the lip on the drive and idle wheels are between 0.5mm and 1.5mm. If the back edge of the blade is in contact with the wheels, burr’s and microcracks will form under the pressure, resulting in the blade fatiguing early. This rubbing will cause the back edge of the blade to become work-hardened, becoming brittle and cracking. Wheel alignment is not easily checked, and is a fundamental flaw with many bandsaw machines on the market today.
Solution – To correctly run an Excision Bandsaw Blade, wheels may need to be adjusted to keep a clearance between band back edge and flange of the wheels. The ideal clearance being min 0.5mm and max 1.5mm, this must be checked when the blade is under tension. The Drive and Idle wheels are bearing mounted onto shafts. It may be necessary to remove the Wheels and fit spacing washers or similar to bring the Wheels into alignment.
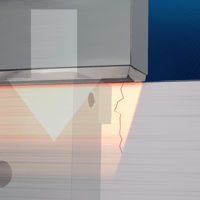
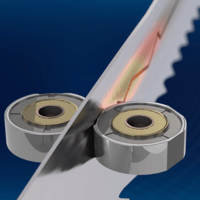
3. Worn Guides (side and top)
Problem – All bandsaw machines have a guide system, which assists the blade running true and straight in the cut. However, over time guides wear out and collect build-up of fine swarf and residue. This leads to friction build up, impacting the sides of the Bandsaw Blade, causing micro cracking and blade breakage. There are two main types of guides – carbide guides and ball-bearing guides
Solution – The guides need to be regularly checked, cleaned and adjusted to ensure that there is no build up on the face of the guide. This can be done after removing the Bandsaw Blade, disassemble the blade guide assembly and clean out swarf build up and filings. Roller bearings can be replaced and the face of the carbide guides linished to restore an even surface. ADDLER recommends that all bandsaw machines should have carbide guides – this guarantees optimal blade life and accurate cutting over the life of the blade.
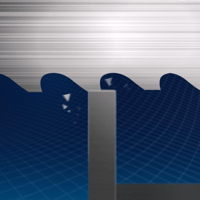
4. Incorrect tooth pitch
Problem – Having the correct tooth pitch is extremely important to ensure maximum blade life and a neat finish to the cut. ADDLER recommends between 5 and 8 teeth in the cut at one time.If there are too many teeth in the cut (teeth are too small) this will cause the teeth gullets to become full and lead to teeth stripping and cracks from the gullets. This also will lead to wandering and inaccurate cutting. If there are too few teeth in the cut (teeth are too large), this will also lead to teeth stripping and cracks from the gullets. Not enough teeth also cause jamming and sometimes distortion to the product you are cutting, especially thin walled pipe.
Solution – Selecting the correct TPI depends on a number of key factors, such as material to be cut, length of cut and the thickness of the product being cut. Contact ADDLER for a recommendation to suit your application.
Visit www.addler.com.au or call us on 1300 90 50 75 for more information